为了让您更好地了解201不锈钢复合管_道路隔离栏杆经验丰富质量放心产品的优势和特点,我们特意制作了产品视频。请您在空闲时间观看,相信会给您带来一份全新的体验和感受。
以下是:201不锈钢复合管_道路隔离栏杆经验丰富质量放心的图文介绍

鑫海达不锈钢复合管生产制造厂家有限公司
河南桥梁护栏立柱供应厂家
价格实惠品质过关
专注质量库存充足
河南桥梁护栏立柱的详细介绍
厂家直供产地货源

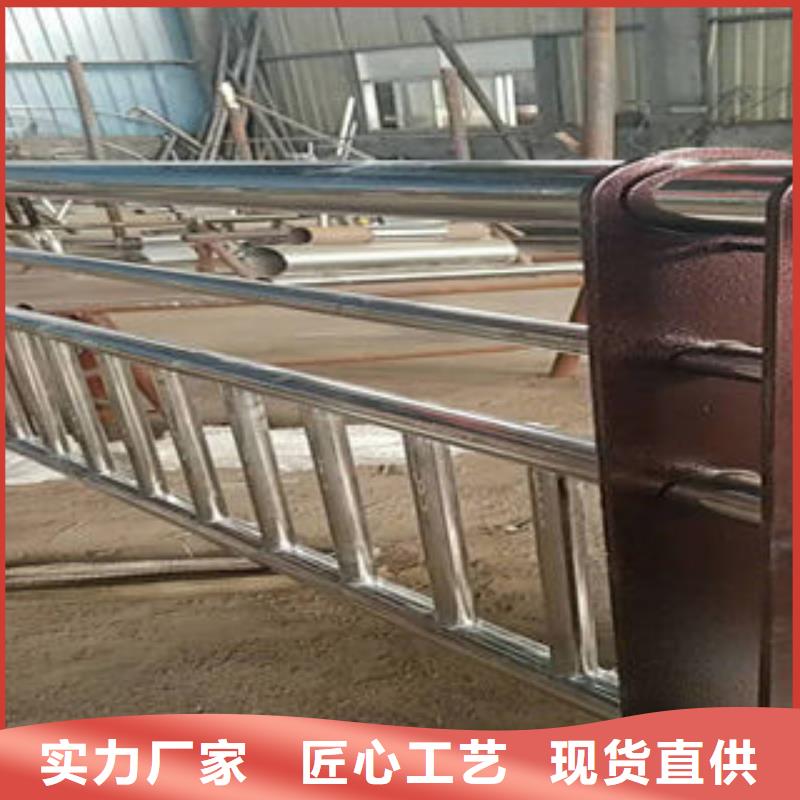
构件下料前必须检查是否平直,否则必须矫直。焊接时焊条或焊丝应选用适合于所焊接的材料的品种,且应有出厂合格证。 焊接时构件之问的焊点应牢固,焊缝应饱满,焊缝表面的焊波应均匀,不得有咬边、未焊满、裂纹、渣滓、焊瘤、烧穿、电弧擦伤、弧坑和针状产气孔等缺陷,焊接区不得有飞溅物.如有漏焊,必须先焊渣后再进行补充焊接。
打磨平整光洁,不允许有焊渣、崩浅、毛刺或未打磨等情况;栏杆接缝应严密,不得有裂缝、翘曲、锻痕。焊接完成后,应将焊渣敲净。漆面平整均匀,不允许有色差、漏漆现象。表面平滑、均匀,不允许有、鼓泡、气孔、流挂、裂纹、夹杂物、发粘、划痕等缺陷。栏杆高度、问距、安装位置应符合设计要求。栏杆之问竖向问距不大于110mm ,允许偏差不大于3㎜ 。栏杆竖向平面乖直度不大于3 ㎜,横向平面直线度不大于4 ㎜。栏杆高度允许偏差不大于3 ㎜。
应注意的质量问题:尺寸超出允许偏差:对焊缝长宽、宽度、厚度不足,中心线偏移,弯折等偏差,应严格控制焊接部位的相对位置尺寸,合格后方准焊接,焊接时精心操作。焊缝裂纹:为防止裂纹产生,应选择适合的焊接工艺参数和焊接程序,避免用大电流,不要突然熄火,焊缝接头应搭接10-15mm ,焊接中不允许搬动、敲击焊件;表面气孔:焊接部位必须清洗干净,焊接过程中选择适当的焊接电流,降低焊接速度,使熔池中的气泡逸出。
铁艺栏杆安装:工艺流程 后加理件法:安装预理件一放线一安装立柱一扶手与认柱连接(针对木扶手工程);安装预埋件后加埋件做法是:采用膨胀螺栓与钢板来制作后置连接件,先在土建基层上放线,确定众柱固定点的位置,然后在安装基层上用冲击钻钻孔(对于安装基层有面砖和理石面层的,在使用专用理石钻头或水钻现在面层上开孔后,用冲击钻钻孔),再安装膨胀螺栓,螺栓保持足够的长度,在螺栓定位以后,将螺栓拧紧同时将螺母与螺杆间焊死,防止螺母与钢板松动。扶手与墙体面的连接也同样采取上述方法。
由于上述后加埋件施工,有可能产生误差,因此,在立柱安装之前,应甫新放线,以确定埋板位置与焊接众杆的准确性,如有偏差,及时修正二应保证立柱全部座落在钢板上,并且四周能够焊接。焊接立柱时,需双人配合,一个扶住栏杆使其保持乖直,在焊接时不能晃动,另一人施焊,要四周施焊,并应符合焊接规范。木扶手安装(针对木扶手工程)找位与划线: 安装扶手的固定件:位置、标高、坡度找位校正后,出扶手纵向中心线。按设计扶手构造,根据折弯位置、角度,划出折弯或割角线。

鑫海达不锈钢复合管生产制造厂家有限公司
多年河南桥梁护栏立柱行业经验值得信赖
经过多年的不懈努力和广大顾客的支持、信任,无论是从投资规模或销售业绩,鑫海达不锈钢复合管生产制造厂家有限公司早已成为 河南桥梁护栏立柱业界里的经营企业之一。 为更好迎合市场发展需要,常年备有大量 河南桥梁护栏立柱现货供应,价格实惠、货源充足、规格齐全、提货便利,致力于为客人提供优质产品和一站式的便捷采购服务。 顾客为上,优质服务。竭诚与各地客商共同合作发展!